Carbon Capture & Storage (CCS) is an integral part of the decarbonisation story but this strategy has not been well understood or publicised till date. CCS has also been grossly underfunded in the past decade as compared to solar or wind power generation or electric vehicles. Per some estimates, solar power has attracted annual investments of around US$ 80 -120 billion or more per annum in the last decade - CCS on the other hand has been struggling to secure capital (<US$ 5 billion per annum).
Understanding the big picture
Before we jump into what CCS is, what its challenges are and its applications, it would be advisable to take one step back and appreciate a fundamental concept of decarbonisation.
To achieve decarbonisation or net zero society there are two fundamental approaches. In common nomenclature the two are expressed as (a) conservation or prevention techniques (b) sequestration or capture techniques.
Solar or Wind generation are good examples of conservation techniques. With conservation or prevention techniques, power is generated from wind or solar assets without the emission of CO2 or GHGs. This is one critical technique towards de-carbonization. On the other hand, there are sequestration or capture techniques that attempt to capture the CO2 being emitted into the atmosphere.
The world needs both prevention AND capture to achieve net zero. There is no path that suggests one technique can be used exclusively. Both have vital roles to play.
Conservation techniques especially in power generation are competitive on $/ton of carbon basis largely due to the fall in solar and wind generation costs. The cost of carbon is calculated by swapping solar for coal fired generation, determining the cost of swapping coal to solar and working out how much CO2 has been saved over the life of the assets after the swap. For wind and solar, the costs to switch are negligible and at times even negative (cash accretive to swap coal to solar).
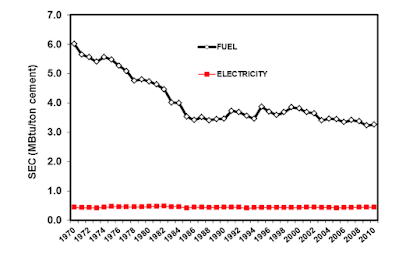
However, conservation costs ($/CO2) rise sharply for sectors that are hard to abate such as CO2 emissions from cement, airlines, shipping etc. The alternatives to prevent CO2 generation for these sectors is very expensive. There is where sequestration comes in.
Sequestration has three buckets. (A) Natural sinks - forests are prime examples. Plants and trees use CO2 from the atmosphere as part of photosynthesis and emit oxygen (B) CCS which we shall evaluate in more detail (C) DAC or direct air capture. Similar to CCS but unlike CCS which is associated with a particular emitter of CO2 (e.g. coal fired plant), DAC is about capturing CO2 from the air directly.
Sequestration as a technique may not be competitive where coal fired generation can be swapped for solar. However, as we move into reducing CO2 emissions from industry (e.g. cement) or harder to abate sectors like airlines, sequestration could be more competitive than conservation.
Summary
To understand the full picture around decarbonisation always consider both conservation (reduces or eliminates CO2 emissions) and sequestration (captures CO2 emitted). These two approaches have different applications across the CO2 emitting world and are best used as complimentary techniques rather than competing ones.
The graph below gives you a very good sense how the two techniques interplay. Also note the tighter range of cost uncertainty around conservation techniques as compared to sequestration.

CCS - Carbon Capture (Step 1)
The first step in CCS is capturing carbon. Capturing CO2 from industrial plants and power stations has been ongoing and is not a brand new technique. The challenge this decade is to expand and scale up its applications across the world beyond natural gas processing plants and power generation.
Two principal methods to capture CO2 are (a) physical separation (b) chemical absorption. There are other techniques as well which are evolving like the use of membranes.
Chemical absorption uses solvents. Solvents absorb the CO2 from the flue gas (CO2 emitting stream) column. The solvent is then heated at high temperature in another column to release the CO2 and the solvent can then be re-used. A relatively mature technique, has been used in power plants in the US, steel projects, waste to energy facilities. Physical absorption is based on absorption or adsorption. Adsorption takes place via a solid like activated carbon. Absorption on the other hand takes place via a liquid surface like solvents. After the CO2 has been captured, it is released separately via heat, pressure or vacuum. Physical separation has been used in natural gas processing plants, ethanol, methanol production facilities and is mostly used in the US.
The appropriate technique used to capture CO2 depends on:
- Initial CO2 concentration: the higher the CO2 concentration, the easier to capture and more cost effective
- Final desired CO2 emission levels: as the target capture rates are higher naturally the cost increases
- Temperature and pressure requirements and availability
- Cost considerations : one of the key cost consideration is CO2 concentration levels. If the CO2 levels are high to begin with then it becomes economical and cost effective of a $ per CO2 captured basis. Thats why CCS has mostly been used in natural gas processing plants as of now where CO2 concentration is very high. It also explains why direct air capture (DAC) of CO2 from the air is so expensive as CO2 concentration in the air is very low. The graph below shows the cost of CO2 capture as depicted by IEA.
That is why CCS is actively used in gas processing plants or ethanol production. Look at the $/ton cost to capture CO2 directly from the air in comparison.

- flow rates of flue gas that contains the CO2 and finally
- integration of the CCS with the source of emissions
CCS - CO2 transport (Step 2)
Transport is the next step after capturing CO2. The captured CO2 needs to be transported to a safe and secure location for long term storage. Without transport CCS fails. The prime mode of transporting CO2 is pipelines although ships, trains and trucks can also be considered. As of now the cheapest mode remains pipelines especially when final storage location is onshore. North America where CCS is most common, benefits from the extensive pipeline network that exists for transporting CO2.
Transport costs can be around 25% of the total cost. The cost depends a lot on how much CO2 is to be transported, the distance, size of the pipelines, pressure & moisture content requirements. The cheapest of course is to repurpose existing oil & gas pipelines subject to HSE parameters. If the final storage location is an offshore structure then transport cost goes much higher. Offshore adds considerable complexities to CCS operations and ships might have to be used in place of pipelines if distances are too great.
The U in CCS? (Step 3)
Sometimes CCS is referred to as CCUS. The U stands for utilisation, i.e. utilisation of CO2 that has been captured and transported. Around 230-250 million tons of CO2 is used by industry today (world emits around 35 billion tons of CO2 per annum). The two primary applications of CO2 are (i) manufacture of Urea where CO2 is used as a feedstock (ii) Enhanced Oil Recovery (EOR)
[https://en.wikipedia.org/wiki/Enhanced_oil_recovery#:~:text=Enhanced%20oil%20recovery%20(abbreviated%20EOR,using%20primary%20and%20secondary%20recovery.]
where CO2 is injected into existing oil & gas production sites to enhance the recovery of hydrocarbons.
The other potential applications for CO2 in the future could include synthetic fuels like methanol, production of chemicals and use of CO2 in building materials. All these are relatively untried and untested and it would be hard to provide an estimate on the usage potential for CO2 in these applications.
Use of CO2 is a vital factor from a cost perspective. If the captured CO2 finds a use then the cost of CCS drops. However, usage of CO2 needs to be carefully considered. Otherwise it may result in captured CO2 being returned back to the atmosphere thus defeating the purpose of CCS. To this effect EOR and the building materials sector are attractive as CO2 remains captured for a very long time. Use of CO2 as a synthetic fuel much less so as the captured CO2 gets released back upon combustion of the synthetic fuel.
CCS - Storage - (Step 3)
After CO2 is captured and transported comes the final stage which is CO2 must be stored securely to prevent CO2 being released back into the atmosphere. We did discuss some uses of CO2 earlier. If there is a use for the captured CO2 then its great but if not it must be stored.
Storage involves injecting the CO2 into deep underground formations that meet the stated requirements of a porous rock where the CO2 can be housed and a impermeable layer of rock which provides the seal to prevent the CO2 from escaping. The two most preferred formations are (i) saline formations - porous rock with saline water acting as a seal and (ii) depleted oil & gas reservoirs as they previously have stored hydrocarbons in a porous rock with an impermeable rock layer on top. Gas reservoirs (low CO2 reservoirs) are especially preferred. As EOR is now fairly common, storing CO2 in depleted fields is well established and proven.
Storage sites are not expected to be the constraint for CCS. As per the IEA, storage capacity as of today ranges between 8,000 giga tons to 55,000 giga tons. Geographically North America, Russia and Africa have the highest storage potential. Onshore storage will be preferred to offshore as the costs to transport and store is much lower. To set the storage capacity in perspective, the IEA estimates the lowest bound of storage capacity is 8,000 giga tons whereas the total cumulative CO2 capture via CCS from 2020 to 2070 is 220 giga tons under IEA's decarbonisation / net zero scenario.
Risk of leakage of CO2 has been playing on the minds of many CCS skpetics. However, there is a long history of injecting and storing CO2 safely and securely.
From a cost perspective, the cost of storing CO2 is much lower than capturing or transporting CO2. Cost of storage is based on methods of injections, location of the site and storage characteristics. If CO2 is being used for EOR purposes then costs can be offset via higher production of hydrocarbons. Onshore storage in the US could be below $10/ton of CO2 stored for nearly 60% of the sites.
CCS Challenges
CCS has faced underinvestment in the past decade. CCS projects received very little funding hence the technology remained sub scale as compared to solar or wind power generation. A section of environmentalists have attacked CCS since it does not prevent the use of hydrocarbons but focusses on capturing CO2 hence does not encourage a pivot away from hydrocarbons. As CO2 gets used as EOR projects, the complaint is using CO2 for EOR results in more hydrocarbon recovery thus the solution is facilitating more hydrocarbon usage.
Capturing CO2, i.e. step 1 is the hardest and costliest. CO2 capture needs energy which adds to costs and CO2 being emitted in the process. Transporting CO2 is not easy and may require new pipelines or re-tooling existing ones.
Despite these challenges, CCS is expected to become front and centre of decarbonisation strategies this coming decade. In part E we shall look at the trends and changes to CCS that are expected to impact it this coming decade.